NFVision for AI Safety Hazard Detection in Industrial Operations
How computer vision can help factories detect PPE compliance, hazardous hand-zone entry, and machine-area risks before they become operational incidents.
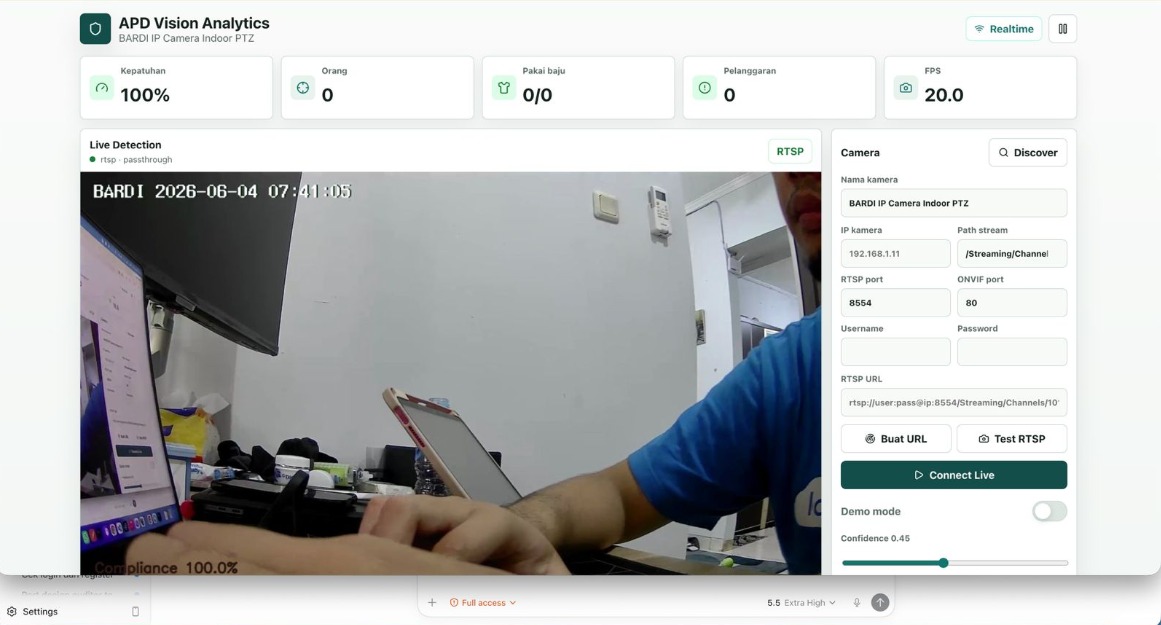
Factories do not only need cameras. They need visual decisions.
Most industrial sites already have cameras. They watch production areas, machine zones, access points, loading areas, and operator activity. But in many cases, the camera is still passive. It records what happened. It does not help the operation respond while the risk is happening.
That is where AI vision becomes useful. A factory does not need another screen that people may or may not watch. It needs a layer that can recognize specific visual conditions, convert them into structured events, and route those events into the right response workflow.
NFVision is designed for that layer: turning camera feeds into operational signals for safety, compliance, and machine-area visibility.
The real use case is not generic object detection
Industrial safety detection is not the same as a generic AI demo that detects “person” or “helmet” in a random image. The value appears when the model is trained around the actual operating condition: the machine, the camera angle, the lighting, the PPE, the hazard zone, and the response rule.
For example, a factory may need to detect whether a specific glove is present, whether a hand enters a restricted machine area, or whether an operator crosses a digital boundary near moving equipment. These are narrow problems, but they are commercially powerful because they connect directly to risk reduction and operational control.
The model should not be built around what is easy to detect. It should be built around what the site needs to control.
Detect whether required protective equipment is present.
Gloves, helmets, vests, masks, sleeves, or other site-specific PPE can become visual conditions that the system monitors consistently.
Turn machine boundaries into digital rules.
Camera views can be configured with digital polygons or lines so the system knows when a hand, glove, arm, or person enters a restricted area.
Every important event should leave a trace.
Snapshot, timestamp, camera ID, confidence score, zone overlay, and response status help teams review what happened without relying only on memory.
YOLO is a practical starting point for custom safety detection
For many factory vision use cases, a YOLO-based model is a practical starting point because it can detect specific objects quickly and run on local edge hardware. That matters when the system needs to operate near production speed instead of waiting for a cloud service.
The important word is custom. A site-specific PPE item, special industrial glove, machine-side safety bar, or restricted hand zone usually requires training data from the actual environment. The model must learn the real shape, color, angle, motion blur, background, and lighting condition.
A good deployment starts with data collection, labeling, training, testing, and threshold tuning. The better the real-world data, the more useful the detection becomes.
Safety-supporting AI should not replace certified safety systems
This point matters. When AI vision is connected to a machine response workflow, it should be positioned carefully. NFVision can detect, classify, log, and send a structured event or stop-request signal. But certified safety devices, PLC interlocks, safety relays, E-stops, and existing plant safety logic should remain the final authority.
That is not a weakness. It is the right architecture. AI vision adds a visual intelligence layer. The machine control system keeps deterministic safety governance.
In practice, this means the AI path should support the safety workflow, not pretend to replace the factory’s approved safety architecture.
Latency has to be designed, not assumed
If a vision event is expected to inform a PLC or machine response, latency becomes a serious KPI. The useful metric is not just “AI inference speed.” The better metric is: how long does it take from zone entry to PLC signal received?
That total includes camera frame timing, video decoding, AI inference, zone-rule evaluation, signal output, network or I/O delay, and PLC scan cycle. With local edge inference, optimized YOLO, fixed cameras, and a fast PLC pathway, sub-150 ms response can be a realistic target for selected use cases. But it must be validated under the actual site condition.
This is why the stop/alarm path should be separated from the dashboard path. The dashboard can be slower because it is for visibility. The PLC event path should be local, minimal, and optimized.
// Practical latency split
fast_path = camera -> edge_ai -> zone_rule -> plc_signal
slow_path = edge_ai -> dashboard -> evidence_log -> notification -> reportThe dashboard should help operators, not overwhelm them
A useful safety dashboard should show live camera status, active zones, current event state, recent alarms, and evidence clips. It should not force operators to interpret raw AI data.
The visual layer should answer simple questions: Which camera triggered the event? Which zone was involved? What object was detected? What confidence did the model have? Did the PLC signal fire? Was the event acknowledged? Is the camera view still healthy?
This turns a computer vision model into an operational system. The model sees. The rule engine decides. The dashboard explains. The log remembers.
PoC is the responsible way to start
For industrial safety hazard detection, the right first step is a controlled PoC. Pick one machine, a small number of camera angles, one or two detection targets, and a limited set of zone rules. Then measure what matters: detection accuracy, false positives, false negatives, latency, camera stability, and operator usability.
A serious PoC should produce more than a demo video. It should produce a decision report: what worked, what failed, what camera angle is best, what lighting condition hurts the model, what latency is achievable, and what should be changed before production rollout.
That evidence is what turns “AI vision sounds interesting” into a credible industrial deployment plan.
What NFVision can deliver first
A focused NFVision pilot can include local camera ingestion, custom YOLO training, digital zone configuration, live dashboard, event logging, snapshot evidence, and alert workflow. PLC integration can be introduced carefully after the visual detection has been validated.
This sequencing is important. First prove that the system can see the right condition. Then prove that the event logic is reliable. Then prove that the signal path is fast enough. Only after that should the production response workflow be finalized.
NFVision is not just a detection model. It is the operating layer around the model: cameras, edge inference, zone rules, dashboard, evidence, reporting, and integration discipline.
The goal is better control, not more noise
Factories do not need more alarms that people learn to ignore. A safety hazard detection system should reduce noise, not create it. That means debouncing events, setting confidence thresholds, detecting camera health problems, and keeping a clean review process for false positives and false negatives.
The best system feels quiet most of the time. When it speaks, the message is specific: which camera, which zone, what object, what evidence, what status, and what action is required.
That is the kind of industrial AI system worth building: practical, measurable, locally deployable, and connected to the real workflow of the factory floor.